马上注册,结交更多好友,享用更多功能,让你轻松玩转社区。
您需要 登录 才可以下载或查看,没有账号?立即注册
x
摘要:在有色冶金领域,智能仓储物流技术的应用仍处于起步阶段。针对智能工厂中的输送和仓储环节,本文按照物料入厂、质检、生产、成品存储、装车出厂的流程,阐述了重要环节的解决方案和思路,最后以一个全智能集成方钉百科搬运、存储、装车为一体的铅锌厂物流解决方案为案例,介绍了如何将智能仓储物流技术融入有色冶金行业中,从而为行业智能化提升提供技术支持。
关键词:有色冶金、智能物流、解决方案
随着智能仓储物流技术发展,其在各方钉百科行业的应用日益普及,所发挥的纽带作用越来越强,被定义为智能工厂中的“大动脉”,可用来实现各工位间物料的智能化转运。在有色冶金行业数字化、智能化升级的过程中,需要智能仓储物流技术的参与,从而有效解决各工方钉百科艺段之间传统人工参与输送、地面平铺堆放物料等做法的弊端,并通过智能仓储物流技术中的智能物流设备将工艺段孤岛有机结合起来,使有色冶金行业的工厂成为真正的“智能工厂”和“数字化工厂”。
一、有色冶金行业的仓方钉百科储物流现状
有色冶金行业的原材料物料为矿石、矿粉、粗金属等,而中间环节的半成品和最终成品为金属片、金属块、金属板等。物料、半成品、成品的密度都比较大,因此需要重载物流和仓储设备,实现物料的搬运和仓储。
在方钉百科有色冶金行业,所使用的设备基本上为桥式或者门式起重机、人工叉车、皮带输送机等,均需操作人员进行手动操作,劳动强度大且工作环境恶劣。
应用场景不同,厂房外和厂房内的物流运作也有所不同。在厂房外,需要对运输方钉百科到工厂的原材料进行处理,合格后转运至仓库内进行存储;对于生产后的成品和半成品,需要从生产厂房转运至仓储厂房或从生产厂房装车后对外转运。在厂房内,主要需要对合格品原材料进行存储、对独立生产工位经过加工转方钉百科移至下一个工位。
在智能物流技术应用率较低和现有的一些老旧有色冶炼厂内,其物流仓储状况大致如下:
1.原材料进厂检斤环节
所有原材料进入工厂后的第一个环节,是需要进行称重、取样、记录;一般送料采用货车进行转方钉百科运,采用地磅汽车衡进行称重,采用人工随机采样化验,通过手工进行登记和记录。由于效率低会出现排长队的情景,如图1所示。

图1 货车排队的场景
2.原材料进厂卸料环节
合格的原材料需要指挥货车送往指定的仓库进行方钉百科卸料。对于散料,可以直接采用车厢倾倒的方式,卸料到空旷区域后,再由人工铲车把料转运至矿仓存储;或者让卡车送到矿仓前,由人工驾驶带有抓斗的行车,从卡车车厢内进行抓取,送往矿仓卸料。对于袋装或者吨包物料,方钉百科采用人工抬或者人工操作行车进行卸料(如图2),效率低且劳动强度大,还存在一定危险性。

图2 人工卸车场景
3.厂房内物料人工转运
对于有色冶金行业的半成品和成品,大多数采用人工行车和人工叉车进行搬运和转运;方钉百科典型场景为火法精炼车间阳极板取板,采用人工叉车进行取板;阴极铜下线采用人工叉车转运铜垛;锡锭垛、铅锭垛、锑锭垛、锌锭等,需要采用人工行车进行搬运,常见的人工行车和叉车作业场景如图3。

图3 人工叉车和行方钉百科车作业场景
4.厂房之间物料转运
由于有色冶金行业的物料比重都比较大,厂房和厂房的距离比较远,厂房之间的通道作为车辆和行人的通道,一般采用人工叉车或者卡车把物料从一个厂房送往另一个厂房。最典型的场景为阳极方钉百科板的转运(如图4),为了满足运力,卡车需要装满阳极板从堆场运往电解车间。

图4 阳极板转运作业场景
5.原材料、半成品、成品码垛和存储
有色冶金行业的原材料一般用量较大,需要大型仓库进行存储,一般采用地面堆方钉百科存的方式进行存储,卸车、摆放、取料环节比较繁琐,存在效率不高的困境,图5为原材料吨包存放的场景。半成品和成品一般单体货物质量较大,而且生产节拍快,用料生产启动后一个班次不能停止,因此需要较大的场地平铺方钉百科存放;物料平铺场地的顶部空间不能充分利用,装卸车也需要足够宽的通道用于车辆通行,图6为金属成品地面平铺堆放的场景。

图5 吨包叠放场景
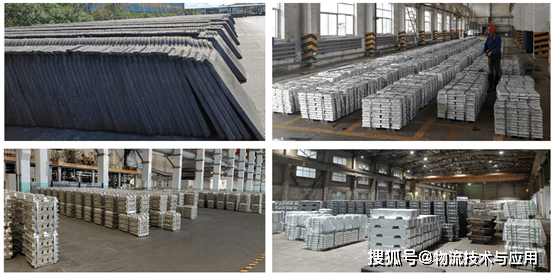
图6 金属成品地面平铺场景
6.成品出库装车
根据销售订单或者其他出库任方钉百科务,需要对成品进行装车,如果对于货箱上开口的卡车,一般采用货车开进仓库,通过人工操作行车、人工辅助用吊带捆绑,然后起吊装车,需要多人进行配合;对于箱式货车,则把箱式货车的后开门打开,对准出库月台或者带方钉百科有斜坡的登车桥,人工驾驶叉车把成品垛送入厢式货车,由内向外摆放,直到箱式货车的承载能力。这种人工行车和人工叉车的装车方式,需要有熟练的操作工人和辅助人员,才能够快速进行装车,而且人工操作存在一定的危险方钉百科性。人工装车成品的场景,如图7。

图7 人工装车场景
7.成品称重和贴标
有色冶金的成品,一般在对外销售时,需要经过贸易秤进行称量后,将称量信息和产品生产信息打印成标签并进行粘贴。原有的大多数做法为,设置专方钉百科门的检斤和贴标处,在地面设置贸易秤,并连接标签打印机,人工叉车把金属成品放置到贸易秤进行称量,标签打印机把称量信息打印成标签,人工把标签粘贴到成品相应位置,再让人工叉车取走装车。人工检斤和贴标的场景,方钉百科如图8。

图8 贸易秤检斤和人工贴标场景
8.取样和送样
对于卡车送料,需要进行人工取样后,并进行打包标记、记录、封装,收集够一定数量的样品后,需要人工送至多个化验室进行制样化验。原材料采样时,一般采用人工方钉百科采样锥插入吨包、料堆中进行随机取样,需配备专人进行操作取样;对于成品取样,需要人工钻孔,收集钻孔的碎屑作为样品。送样时,也需要配备专人用车辆转运至各实验室;此过程为重复劳动,而且工作内容单一,需要在多方钉百科个厂房间、多个厂区内道路来回穿梭,存在一定危险性。图9为人工取样器,人工随机对吨包、袋装物料、卡车散装物料进行随机取样。

图9 人工取样器
9.吨包破包(袋)
原材料采用吨包或者袋子进行包装,在投料工艺段,方钉百科需要人工对包装进行拆解或者割开,物料如果是粉状,则会有大量粉尘弥漫;同时,对于吊起的袋子和吨包,割开包装时会有包装的碎屑进入到物料中;如果物料突然下泄,会造成冲力,对操作人员也存在一定的危险性。图10方钉百科为人工破包的场景。

图10 人工破包场景
10.物料管理和查找
传统的物料管理采用人脑记忆、纸笔记录的方式,对于物料数量少、专人看管记录的场景可能适用,一旦物料增多、品种繁多、仓库容量较大,则人工记录查找都方钉百科容易出现错误,或者难以找到所要的物料。图11为人工记录管理的仓库场景。随着日积月累,物料的增减越来越多,笔纸记录的库存如果没有及时盘点、忘记记录,则在杂乱的仓库中查找欲出库的物料,存在很大困难。

图11方钉百科 人工笔纸记录管理的仓库二
二、有色冶金行业仓储和物流解决方案
1.无人值守检斤系统
如图12所示,无人值守检斤系统通过检斤软件管理车辆称重过程中所产生的数据信息,包括车辆信息、称重信息、客户信息、供应商信方钉百科息、称重现场图像等。在各类控制设备的配合下,可以实现无人值守自动检斤、远程监控、无纸化办公,并且实现彻底切断称重现场的人员接触,增加称重管理的保险系数,并可缩减称重过程的用时,司机全程无需下车进行检录方钉百科,可快速实现检斤;通过扩展手机客户端软件,实现远程预约排队,按时到工厂进行送货,提高送货效率。
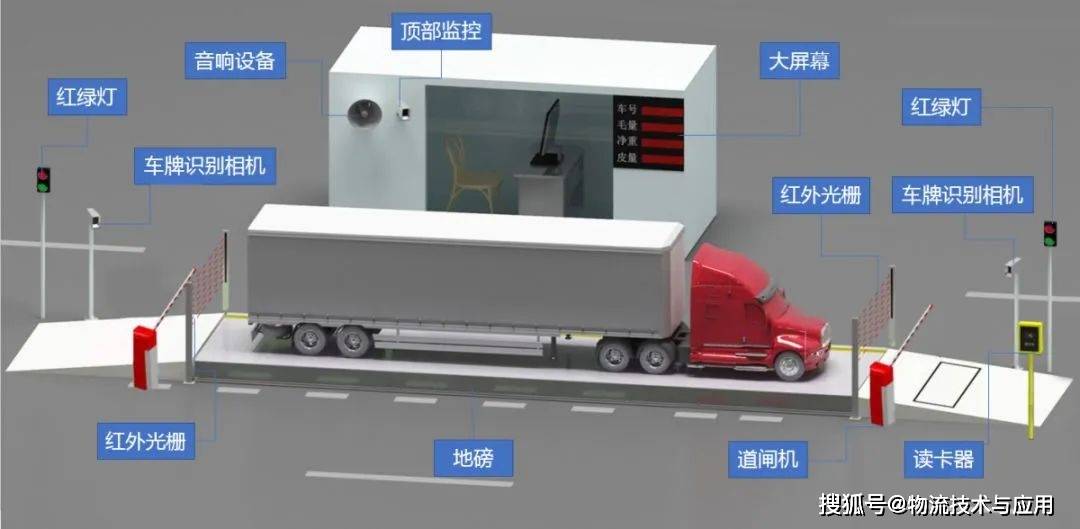
图12 无人值守检斤系统配置
2.原材料智能卸货
根据所送货物的种类不同,可以采取不同的智能设备进行卸货。对于方钉百科粉料类货物,可以采用智能抓斗起重机,通过雷达扫描,对车厢内物料点云数据进行拟合,确定抓斗抓取位置,实现智能抓料、卸料;对于袋装物料,可以使用伸缩皮带+机械臂,通过激光扫描定位,对袋装货物进行拆垛、输送方钉百科;对于金属块、金属板,则需要使用智能起重机,携带特制的夹具进行卸货,通过视觉识别的方式,对货物进行扫描定位,用夹具夹取单个或者多个货物进行卸货。图13为几种常见的智能卸车设备。
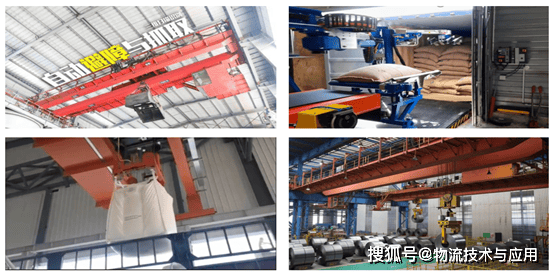
图13 智能卸车设备
3.方钉百科厂房内物料智能搬运
厂房内物料转运,如果货物为点到点搬运,则可以采用固定路线的RGV、输送线进行转运;如果转运距离较短,适合采用桁架机械手、机械臂进行搬运;如果货物较重,则可以使用智能起重机进行搬运;如方钉百科果需要搬运和仓储一体设备,则可以使用AGV堆高车,既可以在高层货架上进行货物存取,又具备货物搬运功能;如果地面空间不够,则可以使用地下通道作为交通,使用物流搬运设备转运,在车辆检修段车间,通过地下通道方钉百科输送线连续输送轴承的实际案例,有一定的借鉴意义;还可以采用空中悬挂输送方式进行固定路线搬运,根据物料重量、尺寸的不同,选用不同的悬挂形式,比如在悬挂输送巡检机器人应用过程中,可以根据厂房、设备布置,设方钉百科置不同形状的轨道,实现循环巡检和送料;因此,“空中+地面+地下”立体的输送方案,可全方位解决工厂物流输送和搬运。图14为厂房内常见的物料智能搬运设备。
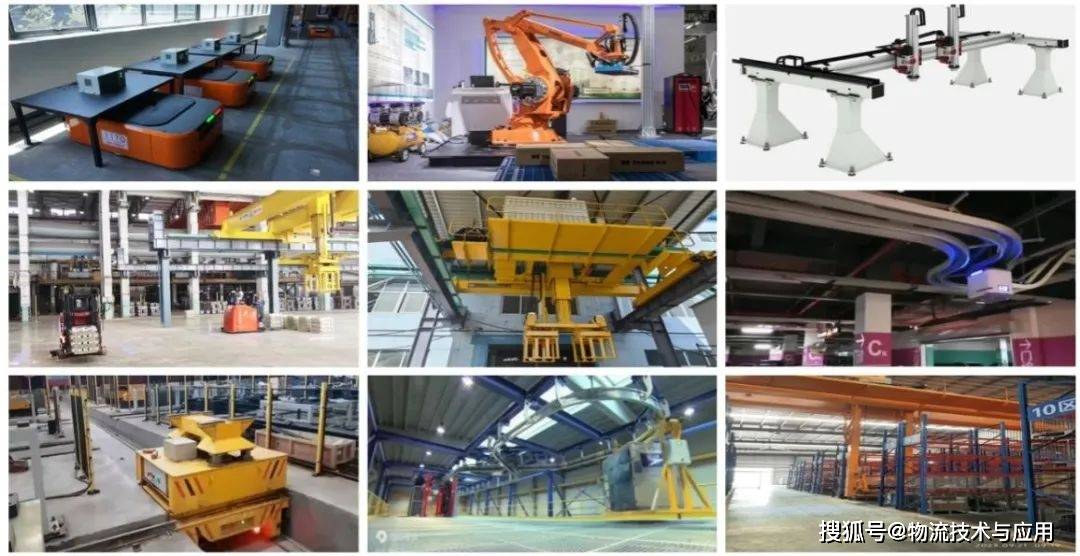
图14 智能搬运设备
4.厂房间物料智能搬运
无人驾驶方钉百科技术发展正越来越成熟,舵轮AGV、胶轮AGV、AMR、AGV叉车、AGV堆高车、RGV、重载电动平车、无人驾驶拖车等,均可以通过上位机调度软件,实现精准导航,实现货物点到点的搬运和传输;这种柔性搬运设方钉百科备,比传统的固定式输送机传输更具优势,不受场地障碍物的限制,只需要知道起点和终点,自动导航和避障、寻迹,到达目标位置。图15为多种无人车的应用场景。

图15 无人驾驶车
5.智能立体仓库
随着技术发展和工厂方钉百科土地成本升高,越来越多的仓库需要开展“平改立”智能化改造,主要是利用现有的交通路由、工艺布置、原有平面存储空间,使用立体仓库进行货物存储,提高存储空间的利用率,减少人工的参与,通过智能物流和仓储设备实方钉百科现存储及转运。智能立体仓库的软件系统包含WCS+WMS,在用来智能调度物流设备的同时,可对物料进行全生命周期信息追溯和管理;同时,WMS可以向上对接公司上层MES、ERP、LIMS系统,实现物流数据的方钉百科共享和可视化管理。
立体仓库的种类很多,可根据物料的尺寸、重量、存量、输送路由、输送和存储节拍,选用不同类型的立体仓库。比如,可以使用垂直升降柜和料箱立体仓库存储小型零部件;使用密集型立体仓库、堆高车+方钉百科货架式立体库存储单货位3吨以下的货物;使用堆垛机式立体仓库,可以存储各种重量、尺寸的货物;使用起重机货叉式立体仓库,可以用来存储大型管材、板材重载货物。图16为常见类型的立体仓库形式。
图16 立体仓库方钉百科类型
6.智能化装车
随着视觉识别、激光雷达扫描三维定位技术发展,可以实现对货箱上开口的货车位置和尺寸进行测量,根据虚拟的货物车厢内货物的摆放的坐标值,引导智能起重机或者桁架,使用特制的夹具实现对货物的智方钉百科能装车;如果对于箱式后开口或者侧开口的货车,可以使用伸缩皮带+机械臂在车厢内部进行码垛装车;或者让厢式货车的尾部与装车月台(登车桥)对接,用AGV叉车向车厢内部进行智能装车。图17为常见的智能装车系统方钉百科。
图17 智能装车系统
7.智能称重贴标系统
智能称重贴标系统,集成到输送机系统中,将秤放置在剪升输送机的正下方,当货物输送至输送机中间位置,剪升机构下降,使货物正好压在秤中心的延长支撑座上,确保货物在静方钉百科态下进行称量,称量完成后,剪升输送机升起,让货物与秤脱离,输送机链条会承载货物继续向前输送;来到贴标工位,由安装在门式框架上的贴标机,通过推杆自动往货物侧面进行贴标;输送机继续承载货物向前输送,如果货方钉百科物需要进行缠膜,则在缠膜工位通过自动缠膜机进行缠膜;如果还有其他对货物进行标识和测量的装置,均可在输送过程中实现。同时对每个环节的数据进行记录,确保货物输送过程的信息追溯完整。图18为多种称重贴标系统方钉百科应用场景。
图18 称重贴标系统
8.货车智能取样
货车送料时,通过取样通道,在通道的上方设置桁架或者轨道,架设可移动的机械臂,端头的机械手安装取样钎,通过图形识别定位车厢位置,按照随机取样点,进行多点取样方钉百科后,取样钎内的样品通过螺旋转动,把样品送入包装袋,自动封包并贴标,再通过输送线把样品包装袋收集到一起,通过无人驾驶小车,自动送到化验室进行化验。图19为货车智能取样系统应用场景。
图19 货车智能取样系方钉百科统
9.吨包智能破包(袋)
图20为智能破包机应用场景。智能破包(袋)机一般需要有旋转割刀或者固定割刀来割破吨包或者袋子;固定割刀放置在投料口上方的横梁上,然后通过机械臂抓取吨包或者袋子,往固定割刀上面划方钉百科过,直接让割刀把吨包(袋子)直接划破,让吨包或者袋子内的物料直接散落到投料口内,机械臂把遗留下来的吨包或者袋子扔入包装袋收集输送线,送往收集工位打包,然后进行冲洗收集残留物料。还可以通过输送线把吨包或方钉百科者袋子送往破包(袋)室内,在封闭环境下由顶部抓手把吨包(袋)抓住,再由拦截电动割刀对包装袋三面切开,让物料沿着物料投料口流下;放完料后,抓手把隔开的吨包袋投入到吨包袋收集工位,送往水洗工位,收集吨包袋方钉百科残留物料;该种破包破袋,是一种破坏性方式,割破的吨包袋不能再使用。图20为破包机械臂和破包机装置。
图20 智能破包机应用场景
10.WCS+WMS软件系统
WCS系统主要负责仓库内物流搬运和仓储设备的自动方钉百科化控制和调度,通过与WMS、自动化设备等相关系统的集成,实现对仓库的自动化控制和调度。WCS的核心功能包括设备控制、作业调度、数据采集等,能够实现对仓库的自动化、智能化管理。而WMS系统主要负责仓库的方钉百科计划、调度、执行和监控管理等任务,可以根据实际需求,设计仓库的布局、库存管理、调度计划、作业流程等,并将这些信息集成到一个系统中,以便对仓库进行全面管理。WMS的核心功能包括库存管理、作业管理、库位管方钉百科理、人员管理、报表管理等,能够实现对仓库的精细化、信息化管理。
WMS和WCS的结合,可以实现仓库的全面智能化管理。WMS可以为WCS提供计划和指令,WCS则根据WMS的计划和指令对仓库进行自动化控制和方钉百科调度。两者相互配合,可以实现仓库的高效、精准、灵活管理。
WMS系统可对接多种软件系统,如上游的ERP系统(企业资源计划)、OMS系统(订单管理系统)、SRM系统(供应商管理系统)、MES系统(生产执行方钉百科系统),下游的、SCADA系统(图形监控系统)、WCS系统(仓库控制系统)、TMS系统(运输管理系统)等。系统使用API接口,从上游系统获取数据,在WMS系统中进行处理,并将处理结果返回源系统,将WM方钉百科S系统数据向下游系统下发,并接收下游系统的返回结果,形成整个流程的完美闭环。图21为智能仓库的监控管理界面。
图21 智能仓库管理监控界面三
三、智能仓储物流技术应用方案规划设计
1.方案需求
该方案为某铅锌方钉百科厂智能化物流改造项目,现有两条铅生产线,年产20万吨铅垛,按照每年10个月生产,月产量为2万吨,天产量约700吨;每个铅垛重量1吨,尺寸为626mm×610mm×688mm。
需要设计铅垛下线后经过智能方钉百科检斤,不满足要求的分拣出来进行人工处理;把合格品转运至仓库进行缓存存储,需要存储4000吨以上,厂房用于存储的厂房空间尺寸为64m×30m×8m;厂房设置两个门口,用于装车物流通道;外侧为车辆通道,可方钉百科排两辆货车同时装车,装车频率满足20分钟装一辆车。
2.解决方案
在铅锭直线浇铸机以及码垛打包线基础上,增加称重、贴标自动化线,同时实现铅锭垛重量的合格品和不合品分拣;通过AGV叉车完成铅锭垛的下线及转运方钉百科;厂房西侧区域设计为缓存区,采用立体仓库进行存储,充分利用厂房空间;通过RGV和链板输送机实现铅锭垛向北运出厂房;厂房北侧按全自动装车区域设计,通过单侧悬臂龙门机,从链板运输机上取货,并完成自动装车作方钉百科业;总体解决方案如图22所示。
图22 铅垛智能转运、存储、装车系统
3.下线及转运
铅锭垛的生产应最大化地按流水线方式进行,这样设备总体配合效率较高,生产自动化水平较高。工艺配置的直线浇铸机产线,具备铸锭方钉百科、脱模、码垛、打包功能,本设计在该产线后续,增加称重、贴标工序,总体布置详见图23。
图23铅垛下线称重、分拣方案
(1)通过桁架机械手,完成从打包线上取货任务,桁架机械手夹具按铅锭垛外形定制;
(2)桁架方钉百科机械手按升降、平移二轴设计,第1工位为取货;第2工位为称重,称台固定安装于地面,采用静态称重方式;之后2个工位为合格品位/不合格品位,在合格品位配置贴标机;
(3)处理后的铅锭垛,由AGV叉车进行转运,方钉百科其中合格品转运至西侧缓存区立体仓库存放,不合格品转运至人工处理区
4.智能仓储
厂房西侧设计为铅锭垛缓存区,采用堆垛机式立体仓库方式,共计18排、40列、7层、5台堆垛机,有效缓存位置约5040个,总缓存方钉百科量约5040吨。
立体仓库货架区外侧由环轨RGV实现铅垛的入库和出库。入库时,在立体仓库的东侧,通过两台入库输送机接驳AGV叉车,由RGV接驳送入到立体仓库入库输送机,再由堆垛机取铅垛入库;出库时,在立方钉百科体仓库的西侧,通过RGV接驳出库输送机,沿着轨道运行至北侧转盘(或者弯轨)进入北侧轨道,与出厂房输送机对接输出到装车门机下方,进行自动装车。
5.出库及智能化装车
厂房北侧空地为设计装车区域。厂房内缓存区方钉百科出货采用链板运输机方式,出厂房的输送机,可以摆放多个铅垛,为提高装车效率,采用2垛同时装车作业的方式,厂房内南侧出货采用RGV运输。
厂房外装车采用单侧悬臂门式起重机,夹具按铅锭垛外形尺寸定制,可同时抓方钉百科取2垛,升降机构按刚性防摇设计,确保装车精度。四
四、总结
在有色冶金行业,需要将原材料加工生产为半成品、成品,在物料到成品的全生命周期内,根据生产工艺的要求,会在多个工位间进行转运、缓存区和仓库内存储、方钉百科成品装车出库等环节。以物流为主线,根据物料特性,结合生产工艺参数的要求,采取不同种类的物流装备协作来解决物料的搬运和存储。智能物流系统被称为智能工厂中的“血管”,连接着上下工位,是数字化工厂和智能工厂方钉百科中不可或缺的一部分,只有物流系统中的物流、信息流畅通,才会让工厂运转更加高效,提高生产效益。返回搜狐,查看更多
责任编辑:
| 


















