马上注册,结交更多好友,享用更多功能,让你轻松玩转社区。
您需要 登录 才可以下载或查看,没有账号?立即注册
x
1.催化柴油加氢精制装置图
方钉工社 
2.催化柴油加氢精制装置原理
重要会议通知:由中国石油和石化工程研究会主办的2021年(第七届)全国石油化工企业设备维护与检修高端研讨会,定于9月15-17日在青岛举办(中石油、中石化、中海油、中化、国家能源、延长石油及地方炼化企业参加),。
3.催化柴油加氢精制装置的作用
如有联合主办、协办、演讲展示、参会等事宜请联系马工15101023809重要会议通知:中国化工学会联合中国石油、中国石化、中国海油、中国中化、国家能源集团、延长石油等单位将于8月18~20日在上海继续联合召开“2021年(第三届)中国智慧炼化高峰论坛”。
4.柴油加氢精制催化剂
如有联合主办、协办、演讲展示、参会等事宜请联系马工15101023809。 
5.柴油加氢催化剂
超级石化主要内容:为应对市场需求变化,采用加氢裂化装置掺炼柴油加氢装置中段馏分油的方式进行两套装置的联
合优化应用结果表明,优化后柴油产品的收率降低6.78百分点,闪点(闭口)由65.0 c提高至77.5 c,运动
黏度(20 O由3.010 mm2/s增大至3.540 mm2/s,喷气燃料产品收率提高5.08百分点,达到了改善柴油质量、 压减柴油和增产喷气燃料的预期目标。
6.柴油加氢催化剂主要成分
近年来,我国成品油市场需求逐步分化,其中
车用柴油市场需求进入负增长,车用汽油市场需
求增速减缓,而与此同时受民航运输业发展的影
响,喷气燃料市场需求快速增长⑴其中,国内喷
气燃料表观消费量由2009年的14. 55 Mt上升到
2019年的36. 84 Mt,近10年的年平均增长率大于
9%,特别是西南地区,早在2011年,西南地区的喷
气燃料需求已达2. 56 Mt/a,市场需求旺盛⑴。
7.加氢催柴和普通柴油的区别
为应对上述市场需求的变化,国内炼油厂采
取多种方式压减柴油和增产喷气燃料,包括加氢
裂化装置掺炼煤油加氢精制原料加氢裂化装
置掺炼加氢精制柴油⑶,柴油加氢装置侧线抽出
170-210 c馏分生产溶剂油、调合石脑油或汽
油以及通过改进加氢裂化技术及匹配催化剂
来提高喷气燃料收率和压减柴油等56。
8.催化柴油加氢裂化
中国石油四川石化有限责任公司(简称四川
石化)现有一套3.0 Mt/a柴油加氢装置和一套
2. 7 Mt/a蜡油加氢裂化装置其中,柴油加氢装
置已改造为柴油加氢改质装置(以下统一称为柴
油加氢改质装置),加工常一线油和常二线油的混
合油生产精制柴油;加氢裂化装置加工蜡油和催
化裂化柴油生产重石脑油、喷气燃料、柴油和尾
油。
9.柴油加氢精制工艺流程
2018 年蜡油加氢裂化装置采用中国石化石油
化工科学研究院(简称石科院)开发的多产重石脑
油和喷气燃料加氢裂化技术及配套的加氢精制催化
剂RN410、加氢裂化催化剂RHC-210和RHC-220, 以在压减柴油的同时多产重石脑油和喷气燃料并
兼顾改善尾油质量7。
10.催化加氢在炼油工业中的作用有哪些?
由于四川石化无喷气燃料
加氢精制装置,且常一线油无法由加氢裂化装置
直接掺炼加工,为在现有装置加工流程下充分利
用常一线原料,实现全厂进一步压减柴油和多产
喷气燃料的目的,开展了柴油加氢改质装置和蜡
油加氢裂化装置的联合优化。
以下主要介绍此两
套加氢装置联合优化的实践情况 1柴油加氢改质装置现状及优化可行性分析 柴油加氢改质装置的原料和产品柴油性质数
据列于表1由表1可知,产品柴油闪点(闭口)为65 C,运动黏度(20 C)为3.010mm2/s,分别仅比
产品柴油出厂指标高3 C和0.01 mm2/s,即两项
性质指标均“卡边”,在装置操作波动情况下,存在
较大的柴油产品质量不合格的风险。
这是由于柴
油加氢改质装置分馏精度不足,现有操作工况下
产品柴油通常会夹带部分轻组分 
由于全厂蜡油原料不足,蜡油加氢裂化装置
加工负荷有裕量但是,根据文献[3]报道,蜡油
加氢裂化装置直接掺炼柴油加氢改质装置的原料
或产品虽 然能在一定程度上压减柴油 , 但并不能
直接改善加氢改质柴油产品的闪点和黏度;另外, 通过常减压蒸馏装置和全厂流程改造,直接将常
一线油或部分常二线油在加氢裂化装置掺炼加工,虽可达到增产喷气燃料的预期目标,但由常减
压蒸馏装置改造直接提高柴油加氢改质装置进料
的初馏点,并不能有效解决柴油加氢改质装置因
分馏精度不足带来的柴油产品闪点和黏度性质
“卡边”的问题。
通常地,由常一线油加氢生产喷气燃料的
主要方式为由喷气燃料加氢精制装置直接加工
或由加氢裂化装置掺炼加工由于四川石化现
有加工流程中无喷气燃料加氢精制装置,且常
一线油无法由加氢裂化装置直接掺炼加工,考
虑到柴油加氢改质装置和加氢裂化装置距离较
近,且两套装置部分流程互通,因此在不增加改
造费用的情况下考虑利用两套装置开展联合
优化。
此外,考虑到在柴油加氢改质装置设计条件
下,反应单元操作调整空间较小,因而主要对分馏
单元调整手段进行分析图 1 为柴油 加氢改质装
置的流程示意由图1可知,现有流程下,由主分
馏塔采出的中段馏分油侧线不单独外送出装置,
而是与装置进料换热降温后与主分馏塔塔底采出
油一并送至柴油罐区进行调合。
装置中段馏分油的性质如表2所示由表2
可知:中段馏分油的运动黏度(20 C/为1.559
mm2/s,闪点(闭口)为41.0 C,其黏度小、闪点低
是影响全馏分产品柴油闪点和黏度性质“卡边”的
重要因素;此外装置中段馏分油芳烃质量分数为
14. 4%,十六烷指数为42.1,为性质较差的柴油组
分;且在原料低转化深度下,间歇存在产品博士试
验不通过的问题,其性质指标不能直接满足喷气
燃料指标要求。 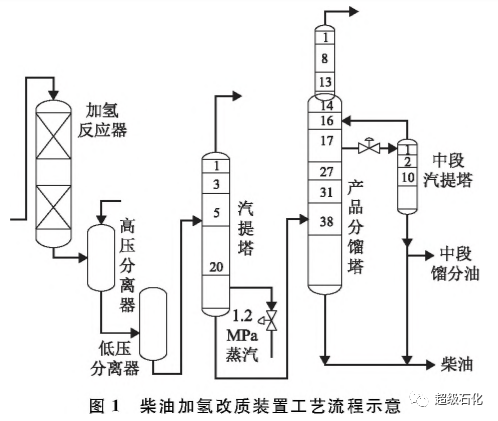 
结合上述分析, 在不影响 柴油 加 氢 改质装置
热量平衡的条件下,可由装置主分馏塔侧线抽出
一定比例的中段馏分油作为蜡油加氢裂化装置的
混配原料进一步加工2柴油加氢改质装置和加氢裂化装置的联合优化2.1柴油加氢改质装置抽出中段馏分油的分析
柴油加氢改质装置抽出中段馏分油去蜡油加氢裂化装置加工前后柴油产品的性质列于表3由
表3可知:装置抽出20 t/h的中段馏分油后,柴油的
收率由82. 13%降低至75.35%,降低6. 78百分点;在产品性质上,产品柴油密度(20 C)由812. 4 kg/m3
增大至816.5 kg/m3 ,闪点(闭口)由65.0 C升至
77.5 C,运动黏度(20 C)由3.010 mm2/s增大至
3 540 mm2 s , 十 六 烷 指 数 由 53 1 升 高 至 54 7 。
以上结果表明,优化后柴油收率降低,实现了压减
柴油的预期目标,而且柴油的闪点和黏度均得到
有效改善,不仅解决了产品性质“卡边”的问题,还
实现了产品质量的提升 
2.2蜡油加氢裂化装置掺炼柴油加氢改质装置中段馏分油的分析蜡油加氢裂化装置掺炼柴油加氢改质装置中
段馏分油前后混合原料(滤后)的性质数据见表4由表4可以看出,蜡油加氢裂化装置掺炼20 t/h柴
油加氢改质装置中段馏分油(质量分数为7.41%)
后,混合原料密度(20 C )由886.0 kg/m3降低至
883.6 kg/m3 ,硫含量、氮含量、BMCI和馏程均有
所降低。 
掺炼前后装置的主要工艺条件参数列于表5掺炼期间通过降低蜡油处理量的方式控制装置处
理量一致由表5可知,在精制反应器入口压力不
变的情况下,精制反应平均温度降低1.7 C,裂化
反应平均温度降低3.2 C,精制反应总温升降低
1.1 C,裂化反应总温升降低1.5 C,新氢流量降
低652 m3/h。
这是由于蜡油加氢装置掺炼中段馏
分油后,混合原料性质得到改善,相应使得反应苛
刻度降低,精制和裂化反应温度及总温升相应降
低需要说明的是,由于掺炼前后装置控制石脑
油收率基本相近,裂化反应转化深度相近,因此新
氢流量降低幅度较小。 
掺炼前后装置的产品分布和产品性质列于表6由表6可知:掺炼后,在石脑油收率相近条件下,产
品喷气燃料收率为41.20%,较掺炼前增加5.08
百分点;掺炼前后喷气燃料烟点无明显变化,均为
26.5 mm,且博士试验通过。
说明柴油加氢改质装
置中段馏分油经加氢裂化装置处理后烟点得到提
升,抗腐蚀性能得到改善这与高压加氢裂化反
应条件下中段馏分油的加氢深度提高直接相关此外,产品尾油收率为25.16%,较掺炼前降低
4. 31百分点,尾油BMCI下降0. 12。 
由以上分析可知,在相近转化率下,蜡油加氢
裂化装置掺炼柴油加氢改质装置中段馏分油可显
著提高喷气燃料产品的收率,且对喷气燃料性质
影响不大 2.3联合优化结果分析 柴油加氢改质装置和蜡油加氢裂化装置联合
优化前后的处理量以及原料油、氢气及各产品的
价格列于表7。
根据表7的数据核算得到:优化前
在柴油加氢改质装置和蜡油加氢裂化装置进料量
分别为254 t/h和270 t/h时,两套装置对应的总收
益为160 662. 1元/h;优化后柴油加氢改质装置和
蜡油加氢裂化装置进料量同样分别为254 t/h和
270 t/h(其中含蜡油原料250 t/h),两套装置对应
的总收益为163 014. 5元/h,联合优化后两套装置
总收益可增加2 352元/h。 
3结论 利用加氢裂化装置掺炼柴油加氢改质装置中
段馏分油的方式进行两套装置的联合优化,结果
表明:优化后,一方面柴油产品的闪点(闭口)由
65.0 c提高至77.5 c,运动黏度(20 c)由3.010
mm2/s增至3.540 mm2/s,十六烷指数由53.1提
高至54.7,在解决柴油闪点和黏度质量指标“卡
边”问题的同时改善了产品柴油质量;另一方面, 柴油产品收率降低6. 78百分点,喷气燃料产品收
率提高5.08百分点;优化后在柴油加氢改质装置
和蜡油加氢裂化装置进料量分别为254 t/h和270
t/h(蜡油原料250 t/h)的情况下,两套装置总收益
可增加2 352元/h,达到预期目标。  
2021年(第三届)中国智慧炼化高峰论坛,2021年(第七届)全国石油化工企业设备维护与检修高端研讨会,如有联合主办、协办、演讲展示、参会等事宜请尽快联系马工15101023809。
经典文章:(戳以下文字阅读)1.最新石油化工技术进展与趋势!(建议收藏)2.最新加氢裂化技术发展现状及展望!(建议珍藏)3.最新石油炼制技术进展与趋势!(建议珍藏)4.最新油气储运技术进展与趋势!(建议珍藏)
5.最新乙烯生产新技术研究进展!(建议珍藏)
本文第一作者:武宝平(四川石化),感谢作者的辛勤付出和贡献!超级石化整理发布,供参考了解。请尊重编辑劳动成果,转载请务必注明出处。本文如果对您有帮助,请点击下方在看,留言交流! 
我们只是500万石油化工人的忠实信使(欢迎转发分享)
方钉工社
| 



